


【分享】|如何正确处理切削液腐化现象
Source:本站 Time:2022/6/29 9:47:09 frequency:
切削液是指在金属切削加工过程中用于润滑和冷却加工工具和加工部件的一种混合润滑剂,通常也可称为金属加工液(油)。在切削过程中,合理地使用切削液,可以减少刀具与切屑、刀具与加工表面的摩擦,降低切削力和切削温度,减少刀具磨损、提高已加工表面质量。为了能切实保证磨削液的最佳功能,使其五大功能真正落实到实处,发挥它的作用,必须对切削液的腐化现象予以重视。

一· 关于切削液的腐败劣化现象
导致更换工作液的主要原因
水溶性切削液腐败劣化是微生物在适宜条件下迅速繁殖,使切削液发生生物化学变化的结果。引起腐败的微生物有真菌、放射菌、细菌和酵母菌。菌属繁多,分布广泛,在大气、土壤、江河、自然物体都能找到。
01
腐败的切削液中常有以下代表性污损菌
|
A |
铜绿色极毛杆菌 |
鱼肉腐败的代表性菌株,也是切削液腐败的主要菌属之一。 |
|
B |
硫酸还原菌 | 切削液发臭的另一主要菌株,在无氧条件下繁殖,存在铁屑瘤、水垢下。它能还原硫酸根,生成硫化氢,放出臭味;硫化氢腐蚀铁生成硫化铁,使切削液变成灰褐、黑色。这就是切削液要经常循环、透气、补氧、除去浮油、清洗液箱时要除去锈片和水垢的主要原因。 |
|
C |
酵母菌、枯草菌、新月孢子菌 |
菌体内产生强酵素,使切削液发粘、PH值下降、腐败。 |
| D | 青霉菌 |
食品、工业材料变质的代表性菌。 |
|
E |
大肠菌 |
能腐蚀铝箔和多种工业材料。 |
02
微生物快速繁殖的条件
|
A |
营养源充分 |
水溶性切削液为微生物繁殖提供了充分的有机物(碳水化合物、矿油、脂肪酸、脂肪醇等)、矿物质和微量元素、含氮化合物(有机胺硝酸盐)以及含硫、磷、氯的物质(极压剂EP)。 |
|
B |
氧气 |
嗜痒菌(硫氧菌、铁细菌)——轻臭
厌痒菌(硫酸还原菌)——恶臭 兼性厌氧菌(硫酸盐还原菌)——轻臭 |
|
C |
温度 |
气温较高。细菌在30~37℃宜繁殖;霉菌在20~30℃宜繁殖。 |
| D | PH值 |
碱性不足。细菌在PH 6.0~8.5适宜繁殖;霉菌在PH 4.5~6.5适宜繁殖。PH大于9时,细菌、霉菌繁殖概率最低。 |
03
水溶性切削液腐败劣化后现象
A)产生轻微的腐臭味,“星期一现象”;
B)工作液变成灰褐色或红色;
C)PH值、防锈性突然急剧下降;
D)产生胶质物质(菌皮)堵塞滤网、管道,乳化液分层;
E)加工性能下降;
F)产生恶臭、污染环境。
04
水溶性切削液的管理
4.1原液管理
A)避免酷冷,暴晒和长期存放。
B)冬季5度以上存放 。
C)夏季防止阳光直射,最好在三个月内使用。
D)乳化液低温破乳后不可恢复。
4.2工作液配制浓度管理
工作液的浓度是充分发挥切削液功能的基础。浓度过低,会影响切削功能;浓度过高,也会影响功能的正常发挥,如果从防腐败角度看,浓度适当增加一些为好。例如:一般的微乳液,实验室腐败实验,浓度为5%时,6~7个月后开始变质;浓度为10%时,10~12个月后开始变质。
二· 防腐管理
1、选用清洁的水源——自来水、地下水,必要时对配液用水进行杀菌处理和水质调整处理,配液用水硬度80~120PPM为最佳。
2、更换新液时,对液箱、管道、机床加工区进行彻底清洗,如果不清洗或清洗不彻底,尤其是换液前的切削液已腐败,换液后有可能几天之内就会腐败。
3、正在使用切削液的管理
A)保持规定浓度,切削液消耗后,及时补充新液。
B)保持清洁,防止异物和灰尘进入。
C)及时清除浮油和切屑。
D)每日开车循环切削液至少1~2小时,尤其节假日更要注意。
E)当PH值低于8.5时及时补充新液并加以调整。
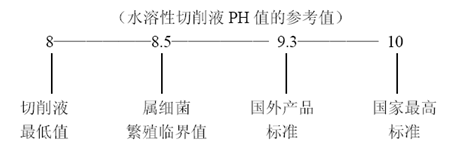
当PH值大于9时细菌,霉菌繁殖速度慢,所以国际上标准稀释液PH=9、原液PH=10为上限标准。
综上所述,合理使用切削液可以提高刀具使用寿命及表面加工光洁度,保证使用后对废液进行处理,满足环保的要求,在正常生产中使用切削液,如果能注意以上问题,可以避免不必要的经济损失,有效地提高生产效率。
next:春节假期间机床停机保养常识